Flagship

Roof & Wall Panel Machines
What is oil canning and how can it happen in a portable rollformer? Learn the common causes of oil canning and how to fix it if you notice your machine is producing wavy panels.

Oil canning is a common occurrence in metal roofing, but what does it mean and how can it happen specifically when portable rollforming? Understanding what can cause oil canning and when it might be an issue with your portable rollforming machine is important to making unnecessary adjustments to your machine or wasting a lot of material.
At New Tech Machinery, our Service department has helped machine operators troubleshoot common problems with their portable rollforming equipment via phone and in person. Oil canning is a common occurrence to look out for when using rollforming machines, but there are various ways oil canning is caused. If the issue is with your machine, knowing what to check for first can help save you time and making the wrong adjustments to your machine.
In this article, we’ll discuss what oil canning is, what can cause it, and what to look at if you know that the issue is coming from your portable roof panel machine.

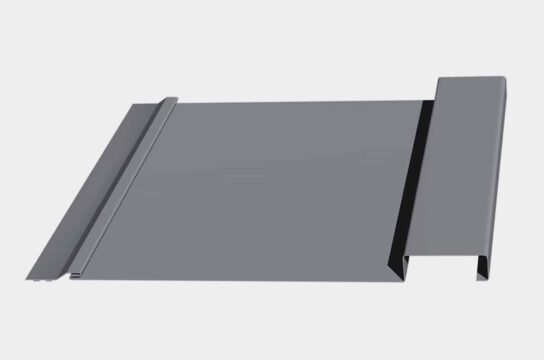
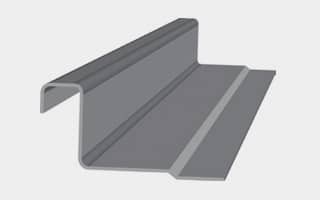
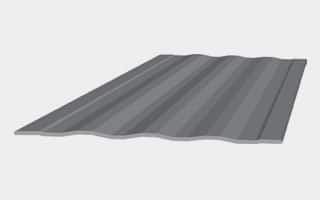
Oil canning is a noticeable waviness or warping in the flat area of a metal roof or wall panel. While oil canning on a metal roof isn’t great to look at, it is an inherent characteristic of cold-rolled metal material and isn’t typically a cause for concern. Oil canning may not be that noticeable until a panel is installed onto the roof or wall, but it is still essential that you check your panels for this issue from the start of your project.
There are a few different ways that oil canning is caused: imperfections in the coil or material, imperfections in the roof structure, or problems as the material is going through the portable rollformer. Let’s talk about each situation a little more.
Any imperfections in the structure, like if the roof deck is uneven or the framing isn’t flat, can contribute to oil canning. When the material gets installed over an imperfect roof, it will follow these imperfections and may look like a bubble when you look at the roof. Oil canning can also happen if the panels were installed improperly or without enough room for thermal movement.
Oil canning can also happen if there are problems with the coil itself. For example, if the coil has imperfections like camber or edge wave, or is slit improperly, oil canning can happen even after the material is formed.
Oil canning or shape issues in the coil won’t necessarily damage your machine, but they won’t be removed by the rollforming process. However, adding striations or ribs into your panel can help hide its appearance. Problems with the material can also affect how the panel profile is formed, sometimes causing the legs to be mismatched heights or not straight.
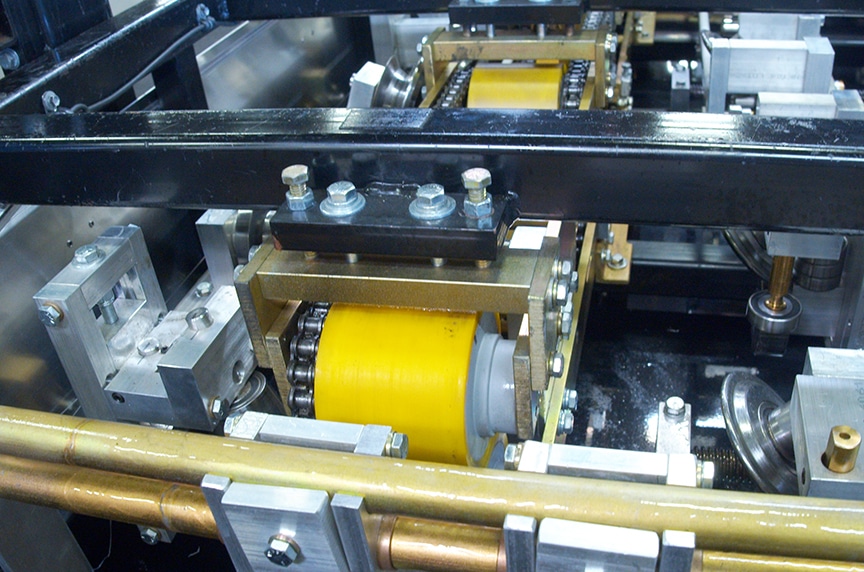
Finally, oil canning can happen if the portable roof panel machine’s forming rollers aren’t set right or need to be adjusted. You’ll always want to check your machine and a sample panel for signs of oil canning before you begin your project so you don’t waste material. If you encounter any panels that aren’t laying flat, it can be simple to fix the issue. We’ll cover how to check your machine and what steps to take if you find oil canning in your machine later in this article.
So how does oil canning happen during metal rollforming? There are various reasons that oil canning could be happening if you’ve made sure that there are no imperfections in the coil or roof.
Making the right adjustments and knowing how to make the proper adjustments to your machine is important to producing quality panels and avoiding any oil canning. If you encounter oil canning, there are varying levels of what could be going wrong from minor problems, like camber, to extreme issues, like failing drive rollers.

When getting to the job site, run a sample panel (about 10 feet long) and check that it’s laying flat by laying it on a flat surface or piece of plywood. Be sure to have a light source reflecting off any angles in the panel to notice any hard-to-see waviness. If you notice any wavy edges or oil canning when looking at the material, stop running that coil. Before you make any adjustments to your machine, always check your coil for camber or oil canning. If you notice waves or oil canning in the center or edges of the coil, it will show up on the finished panel.
If the coil is good and not causing the issue, then you can check these areas on your machine (find and follow the directions as stated in your machine’s operator manual):

If you encounter any oil canning, contact the NTM Service department by phone for troubleshooting assistance. Be sure to inform them of your machine, model, and profile you’re running. Then they will walk you through the steps to help you figure out why you’re getting oil canning and help you fix the issue.
Oil canning is an inherent issue in metal roofing but there are various ways it is caused and different solutions to fix it. To recap:
If you do encounter any oil canning issues from your machine, reach out to the NTM Service department for help fixing the issue. For more troubleshooting assistance, be sure to check out the Service & Support Center on New Tech Machinery’s website.




Monthly digest. Unsubscribe anytime.