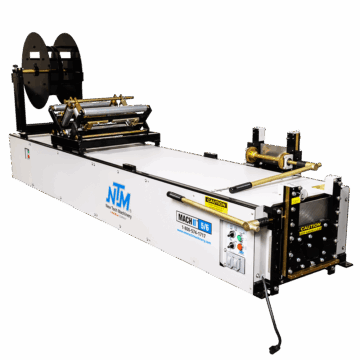
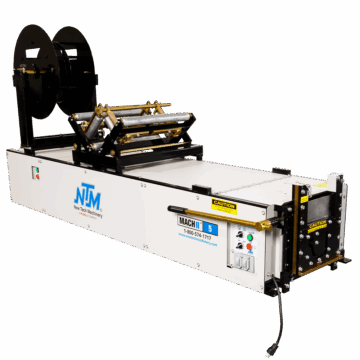
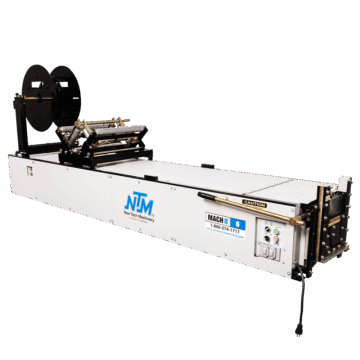
Flagship

Roof & Wall Panel Machines
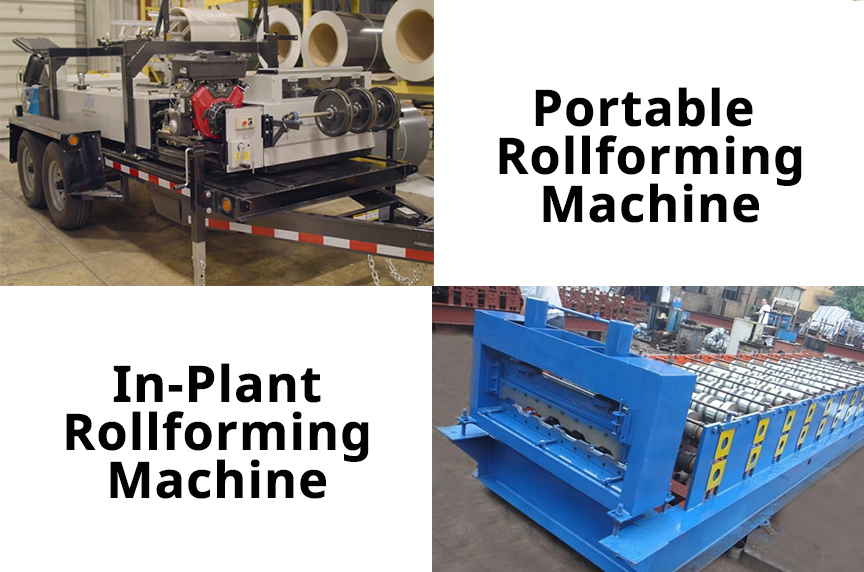
Want to separate the fact from the fiction about portable rollforming machines? Explore some common misconceptions and the truths about this equipment and how it stacks up against in-plant rollforming machines.

In any industry, there are myths and misconceptions everywhere that people believe to be true. Even about portable rollforming.
At New Tech Machinery, when talking to someone interested in portable rollforming equipment or discussing how in-plant and portable rollformers are different, we come across some common misconceptions in the industry that just aren’t the case anymore.
We want to share some of the top five misconceptions about portable rollforming and in-plant rollforming with you, why these perceptions are the exception and not the norm, and explain how current portable rollforming machines have evolved and what to expect from them today.
One common misconception is that in-plant rollforming machines are of better quality than portable rollforming machines.
This thinking mainly stems from when portable rollforming machines were first introduced and original machine designs were difficult to keep in proper adjustment, particularly when transporting the equipment. Although there is a greater potential for portable rollformers to be knocked out of adjustment due to their portable nature, both in-plant and portable rollforming machines need to be adjusted anytime you switch material types and thicknesses.
The current designs and technology of most portable rollforming machines are far superior to the original machines, and the panel profiles and quality of finished metal roof panels are the same in both in-plant and portable rollforming machines. Portable rollforming machines also shear material quickly, and feature computer controllers with batch and length capabilities or to export data about your jobs.
Today, portable rollforming machines are sturdier, many have separated forming and drive rollers that require few adjustments, and don’t require machine users to keep material inside the machine when transporting or not using it.


Similar to the first misconception, there’s a common belief that portable rollforming machines go out of tolerance more because they’re often transported to a project site or in the field. While this is technically true, it hasn’t been a major concern for portable rollforming machines manufactured after the mid-2000s.
There are a few reasons this misconception is false and can apply to any type of rollforming equipment.
First, any machine is capable of going out of tolerance, no matter if it’s an in-plant or portable rollformer. The first panel coming out of a rollforming machine, or whenever you’re using a new roll of coil, should always be checked for tolerance and to ensure that it’s properly adjusted to the right coil width and exiting the machine straight and not bent or angled.
If you’re concerned about wasting material while checking the tolerance of a portable rollforming machine, you don’t have to send a very big piece of material through to check for tolerance. Many portable rollforming machines are post-cut, so you can run a shorter length (like 10-foot sample) through the machine to check if any adjustments are needed. It can save you a lot of time and money down the line by making this part of your routine in panel manufacturing.
In-plant machines are usually pre-cut, and so you have to send a large enough piece of material (sometimes the length of the machine) through to get past the shear and to the actual forming rollers, to then check the quality upon exiting the machine.
Modern designs of portable rollformers stay in adjustment better even during transportation because they have separated forming and drive rollers.
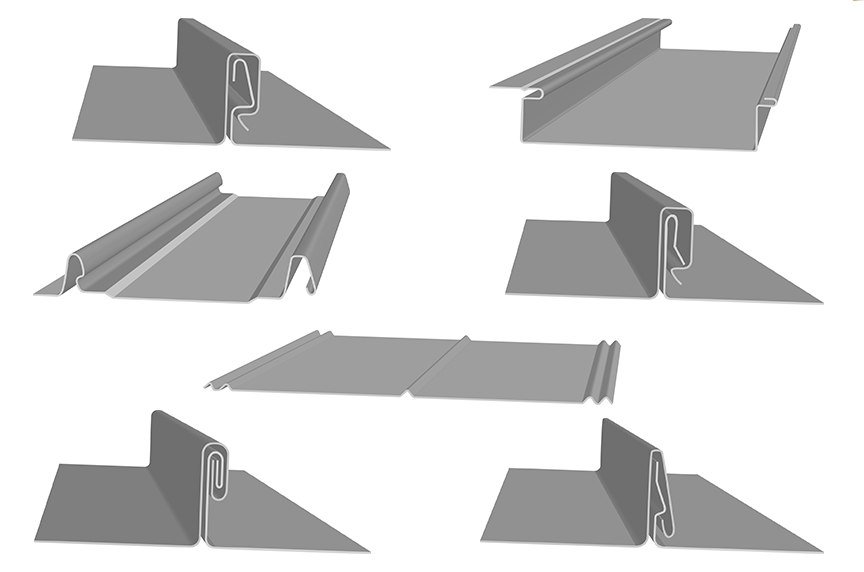
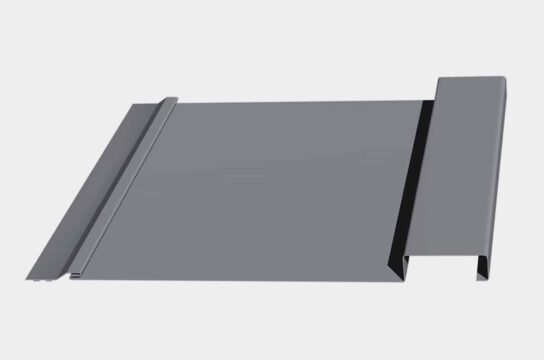
Another common misconception is that there’s a smaller variety of panels you can produce with portable rollforming equipment, or that most machines can only run residential profiles. While there are some roof panel machine manufacturers that make single-profile machines, that’s not true of all machines.
The more forming stations a rollforming machine has, the more gradual the material gets bent to a specified profile. This means that the more forming stations there are, the less stress it’s posing on the material as it’s being shaped and it will result in a higher quality finished panel.
Many portable rollforming machines now contain more forming stations than older machine models and can also make more metal roofing profiles for almost every residential, light commercial, and commercial building application in complex designs like trapezoidal, 1.75” snap-lock, and others. Face-fastened panels often have a greater variety, however, those panels are almost always formed in a factory.

The ability to switch profiles you need to run for a metal roofing project is a major benefit of any roof panel machine. However, depending on whether it’s an in-plant or portable machine and the manufacturer, the length of time it takes to switch profiles inside the machine will vary. Portable rollforming machines can take an hour, or sometimes less whereas in-plant machines may take half a day or more.
In older portable rollforming machines, even New Tech Machinery’s first-ever SSP™ Portable Roof Panel Machine, profile changeovers were more involved and labor intensive. They could take anywhere from 4-8 hours and needed two people to help change the profile since it required removing the entry and exit ends of the machine to remove the machine-length tooling sets, which can be heavy and cumbersome. With in-plant machines, the process is even more labor-intensive and involves more equipment to remove and install the tooling.
Now, most portable rollforming machines are manufactured and designed for quicker and easier tooling changes. For example, New Tech Machinery’s most advanced roof panel machine, the SSQ II™ MultiPro Roof Panel Machine, forming roller stations are designed in shorter sections for easier installation inside or removing any other parts of the machine besides the covers or guards. Changeovers on the SSQ II may only take an hour or less and only require one person and a wrench.

The last misconception often heard is that when transporting a portable rollforming machine, there should be material left inside of the machine.
Older models of portable rollforming machines, or any rollforming machines that utilize steel drive rollers that also form the panel profile, are typically factory-set to specific gaps for material to pass through. As such, it’s recommended in these types of machines to leave material in between the rollers to act as a barrier between the sets of rollers and to keep from causing any damage as the machine is taken to a job site.
Since the introduction of polyurethane drive rollers and separating the functions of drive and forming rollers inside a portable rollformer, it’s advised and highly recommended NOT to leave material inside the machine during transportation. When material gets left inside the machine, it can act as a bowl and collect all the debris, dust, and objects picked up from the road or job site that can potentially damage the heat-treated rollers and polyurethane on the drive rollers.
No matter the industry, there are always going to be misconceptions. As technology and portable rollforming equipment evolve, it’s important to know what separates the facts from common misbeliefs. Understanding these truths about portable rollforming can help you make a more educated decision about if portable rollforming is right for your business.
Just remember:
If you have questions about portable rollforming machines or the differences between them and in-plant equipment, just reach out to us! Our rollforming experts are here to help you decide on the best option for your metal roofing business.




Monthly digest. Unsubscribe anytime.